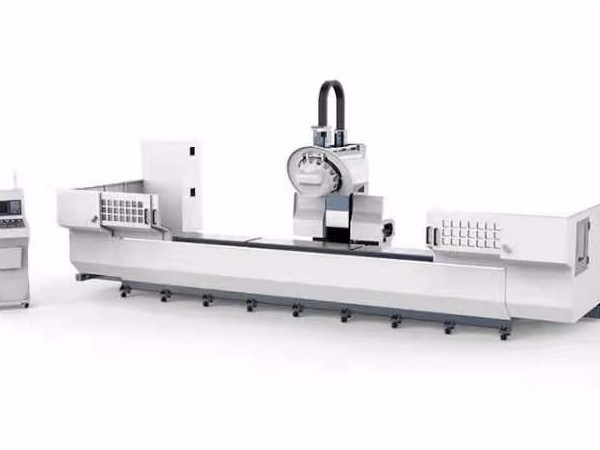
型材設備選科鼎,品質效率鼎上鼎16年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

1.在車一個貨時,剛開始時發現尺寸都還好,但做了幾個小時后發現尺寸發生了變化且尺寸不穩定原因可能是剛開始時由于刀都是新的,所以切削力都不是很大,但車了一段時間后刀具磨損,切削力變大,導致工件在卡盤上移位了,所以尺寸老跑且不穩定。
2.在用G71時,P和Q的值不能超過整個程序的序列數否則會出現報警:G71-G73指令格式不正確,至少在FUANC中是這樣。
3.在FANUC系統中的子程序有兩種格式:
(1)P000 0000前三位指循環次數,后四位為程序號
(2)P0000L000前四位為程序號,L后面三位為循環次數
4.圓弧起點不變,終點Z方向偏移a個mm,則圓弧底徑位置偏移a/2。
5.在打深孔的時候鉆頭不磨切削槽以方便鉆頭排屑。
6.如果是用做的工裝用刀架打眼,可以轉動鉆頭,可以改變打出的孔徑。
7.在打不銹鋼中心眼,或者打不銹鋼眼的時候鉆頭或者中心鉆中心必須要小,不然打不動,在用鈷鉆打眼時不磨槽以免在打眼過程中鉆頭退火。
8.根據工藝下料一般分三種:一個料一下,兩個貨一下,整個棒料一下。
9.在車螺紋時出現橢圓時可能是料出現松動,用牙刀多理幾刀就行了。
10.在一些可以輸入宏程序的系統中可以用宏程充代替子程序循環,這樣可以省下程序號,也可以避免很多麻煩。
11.如果用鉆頭進行擴孔,但孔的跳動很大,這時可以用平底鉆進行擴孔,但麻花鉆必須短以增加鋼性。
12.在鉆床上如果直接用鉆頭打孔,孔徑可以會出現偏差,但如果在鉆床進行擴孔尺寸一般不會跑,比如用10MM的鉆頭在鉆床上進行擴孔,則擴出來的孔徑一般都在3絲公差左右。
13.在車小孔(通孔)的時候盡量使屑子連續不斷的卷屑然后從尾部排出,卷屑要點:一,刀的位置要適當放高,二,加小編微信Yuki7557獲取10G數控教程,適當的刃傾角,吃刀量以及進給量,切記刀不能太低否則容易斷屑,如果刀的副偏角大的話即使斷屑也不會卡刀桿,如果副偏角太小,則斷屑后屑子會卡住刀桿容易出危險。
14.刀桿在孔中的橫截面越大越不容易振刀,還有可以在刀桿上可以系上強力橡皮筋,因為強力橡皮筋可以起一定的吸附振動的作用。
15.在車銅孔時,刀的刀尖R可以適當大點(R0.4-R0.8),尤其是在車下錐度的時候,鐵件可能沒什么,銅件會很卡屑
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號